Wie beschreibt man dem Hersteller präzise die gewünschten Schneideigenschaften bei der Anpassung von Klingen?
May 19, 2026
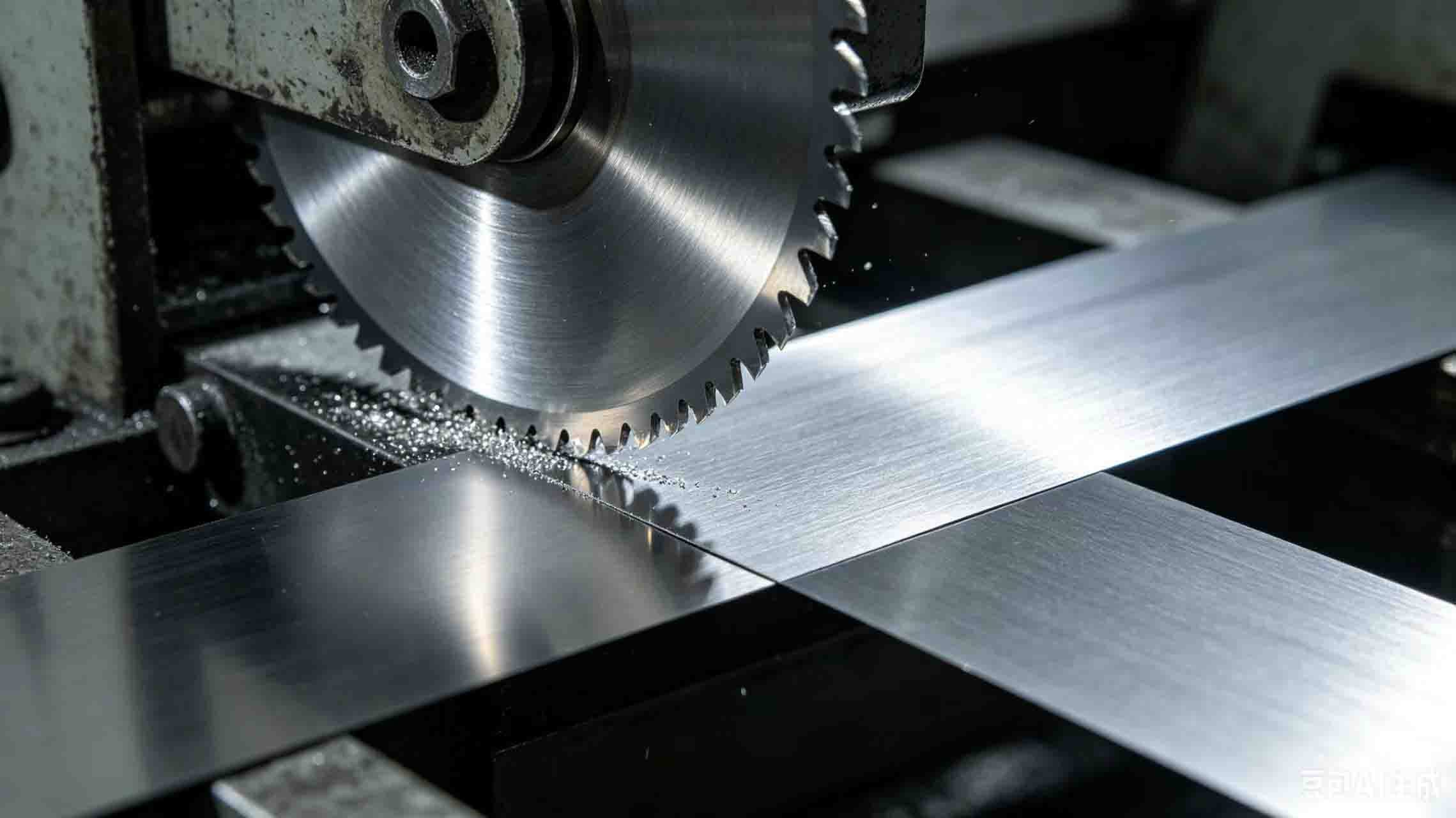
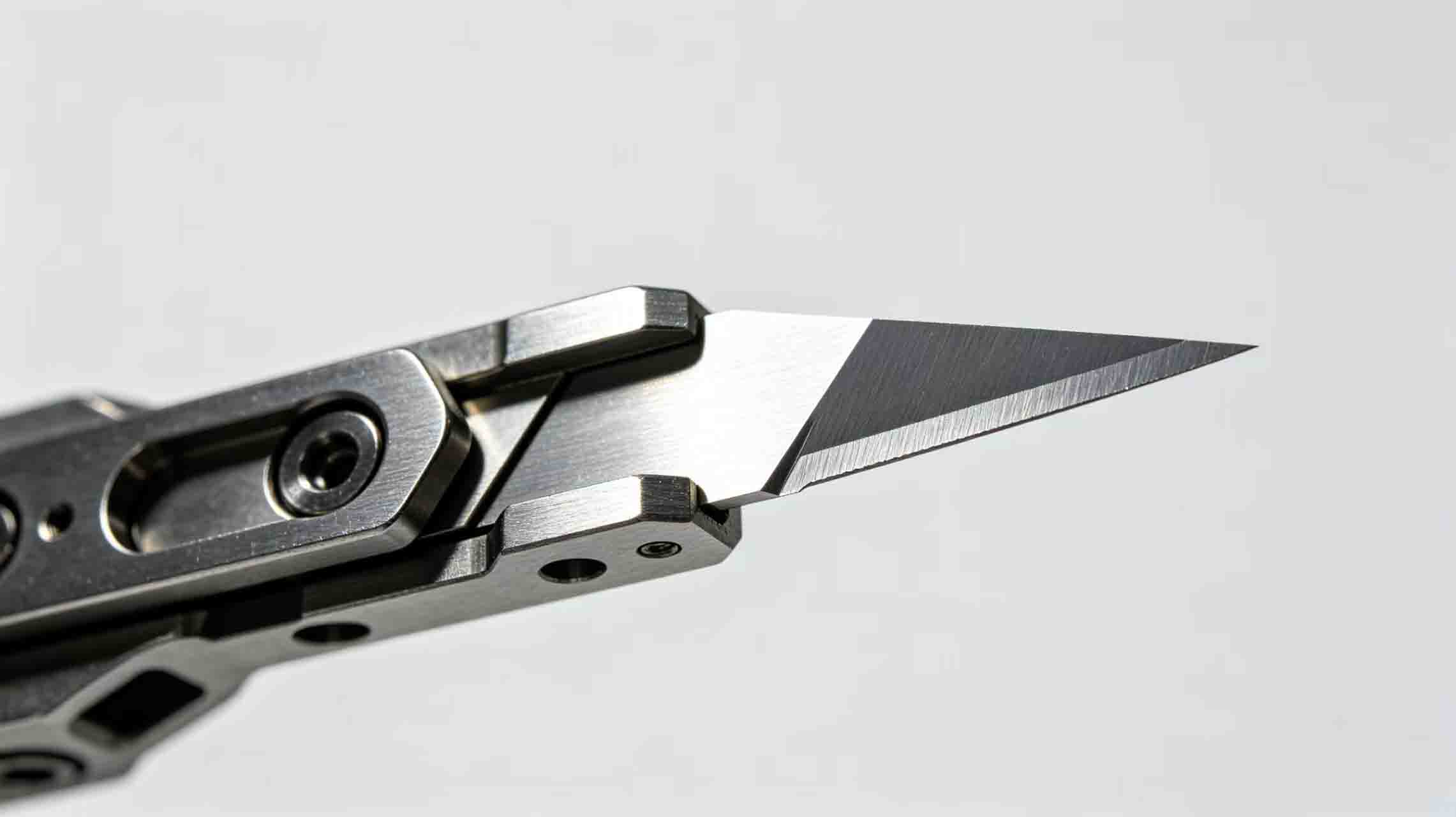
Bei der individuellen Anpassung von Klingen, Kreissägeblättern oder SchneidklingenViele Anwender äußern eine vage, aber sehr wichtige Anforderung: „Es sollte sich leicht anfühlen“ oder „Es sollte sich gleichmäßig schneiden lassen“. Das Schneidgefühl ist jedoch ein subjektives Empfinden, das von Anwender zu Anwender stark variiert. Lässt sich dieses Empfinden nicht in quantifizierbare technische Parameter übersetzen, ist es für den Hersteller schwierig, Ihre Anforderungen präzise zu erfüllen. Mingbai Mechanical Tool Technology Co., Ltd. bietet Ihnen eine praktische Methode, um das Schneidgefühl in die Sprache der Technik zu übersetzen. 1. Was ist das Schneidegefühl? Das Schneidgefühl beschreibt den Zustand des Schneidprozesses, den der Bediener während des Maschinenbetriebs oder beim manuellen Schneiden durch Hören, Tasten und Sehen wahrnimmt. Ein gutes Schneidgefühl zeichnet sich typischerweise durch ein gleichmäßiges und tiefes Schneidgeräusch, einen gleichmäßigen Vorschubwiderstand, eine glatte und gratfreie Schnittkante sowie durch das Fehlen von Vibrationen am Griff oder Bedienfeld aus. 2. Umwandlung des Schneidegefühls in quantifizierbare Parameter Helligkeit entspricht KantenschärfeEin leichtes Schneidgefühl bedeutet geringen Schnittwiderstand, der hauptsächlich vom Schneidenwinkel und Schneidenradius abhängt. PräzisionsmaschinenklingenJe kleiner der Schneidenwinkel, beispielsweise 15 bis 20 Grad, desto leichter und schneller der Schnitt. Je kleiner der Schneidenradius, beispielsweise maximal 0,005 Millimeter, desto leichter das Eindringen. Beschreiben Sie dem Hersteller anstelle von „leicht“ beispielsweise „Schneidenwinkel 18 Grad ± 0,5 Grad, Schneidenradius maximal 0,005 Millimeter, Oberfläche poliert mit einer Rauheit Ra maximal 0,2 Mikrometer“.Die Glätte entspricht der Oberflächenbeschaffenheit und der Beschichtung.Ein gleichmäßiges Schneidgefühl bedeutet, dass das Sägeblatt nicht ruckelt oder klebt. Dies hängt von der Oberflächenbeschaffenheit und dem Reibungskoeffizienten ab. Je glatter die Oberfläche, desto besser werden die Späne abgeführt. DLC- oder Molybdändisulfid-Beschichtungen können den Reibungskoeffizienten deutlich reduzieren. Beschreiben Sie dem Hersteller daher anstelle von „glatt“ lieber „Spiegelpoliert an Schneide und Spanfläche, Ra maximal 0,1 Mikrometer, DLC-Beschichtung empfohlen“. Keine Vibrationen bedeuten Präzision und dynamische Auswuchtung der Schaufel.Ein vibrationsfreies Schneidgefühl bedeutet einen stabilen Schneidprozess, der von der Rundlaufgenauigkeit, Planheit und dem dynamischen Auswuchtgrad der Kreissägeblätter abhängt. Bei einer Rundlaufgenauigkeit von maximal 0,005 Millimetern ist der Rundlauf gering. Der dynamische Auswuchtgrad sollte mindestens G2,5 erreichen. Beschreiben Sie dem Hersteller anstelle von „keine Vibration“ die Anforderungen wie folgt: „Rundlaufgenauigkeit maximal 0,003 Millimeter, dynamischer Auswuchtgrad G2,5, Rundlaufprüfbericht für jedes Sägeblatt erforderlich.“ 3. Verwendung von Probeschnitten anstelle von verbalen Beschreibungen Die präziseste Methode zur Kommunikation besteht darin, eine „Standardprobe für das Schneidegefühl“ bereitzustellen. Nehmen Sie ein Stück Material, das sich für Sie ideal anfühlt – also Material, das mit einer Klinge geschnitten wurde, mit der Sie zufrieden sind –, markieren Sie die Schnittkante mit einem Etikett mit der Aufschrift „Zufriedenstellendes Schneidegefühl“ und senden Sie es an den Hersteller mit der Bitte, die Klingenparameter anhand dieses Schnitteffekts zu ermitteln. Mingbai Technology kann den Schneidenwinkel, den Passivierungswert und die Oberflächenbeschaffenheit anhand der Schnittkantenmorphologie Ihrer Probe bestimmen und so eine präzise Reproduktion erreichen. 4. Beschreiben Sie die Arbeitsbedingungen und lassen Sie den Hersteller die Berechnung für Sie übernehmen. Falls Ihnen Fachbegriffe wie Winkel und Radius nicht geläufig sind, beschreiben Sie bitte die Arbeitsbedingungen detailliert. Die Ingenieure von Mingbai berechnen dann die optimalen Parameter für Sie. Folgende Informationen sind erforderlich: Materialart, Güteklasse und Dicke; Gerätetyp (manuell oder automatisch) und Drehzahlbereich; eine genaue Beschreibung des Schneidgefühls, z. B. „Mein Handgelenk ermüdet nicht beim Schneiden dicker Platten“ oder „Der Griff wird auch bei hoher Drehzahl nicht taub“; sowie ein Vergleich Ihres aktuellen Schneidgefühls (zufriedenstellend/unzufriedenstellend). 5. Häufige Probleme beim Schneiden und entsprechende Parameteranpassungen Wenn das Schneiden schwerfällig und mühsam ist, liegt die Ursache möglicherweise in einem zu großen Schneidenwinkel. Bitten Sie den Hersteller, den Keilwinkel um 2 bis 3 Grad zu verringern und den Schneidenradius anzupassen. Wenn das Schneidgefühl durch Klebrigkeit oder Fadenbildung beeinträchtigt wird, liegt die Ursache möglicherweise in einer rauen Oberfläche oder einer fehlenden Beschichtung. Sie sollten den Hersteller um eine Hochglanzpolitur und das Aufbringen einer DLC-Beschichtung bitten. Wenn starke Vibrationen oder Taubheitsgefühle beim Schneiden auftreten, liegt die Ursache möglicherweise in einer mangelhaften Rundlaufgenauigkeit oder einem unzureichenden dynamischen Unwuchtgrad. Fragen Sie den Hersteller nach einer Rundlaufgenauigkeit von maximal 0,005 Millimetern und einem dynamischen Unwuchtgrad von G2,5. Wenn sich das Schneidgefühl durch ein scharfes, stechendes Geräusch äußert, liegt die Ursache möglicherweise in einem zu kleinen Freiwinkel oder einem falschen Spalt. Bitten Sie den Hersteller, den Freiwinkel um 2 Grad zu vergrößern und den Spalt neu zu kalibrieren. Wenn sich beim Schneiden große Grate an der Schnittkante bilden, liegt die Ursache möglicherweise in einer stumpfen Schneide oder einem ungleichmäßigen Winkel. Sie sollten den Hersteller bitten, den Schneidkantenradius zu verringern und die Winkelgenauigkeit zu überprüfen. 6. Feel Replication Service von Mingbai Technology Mingbai Mechanical Tool Technology Co., Ltd. bietet einen speziellen Service namens Feel Replication an. Sie senden uns einfach ein altes Sägeblatt mit zufriedenstellendem Schneidgefühl oder eine Schnittkantenprobe. Unsere Ingenieure ermitteln dann mithilfe von Koordinatenmessmaschinen, Profilometeranalysen und Schnitttests die vollständigen Sägeblattparameter und fertigen identische Sägeblätter an. Spezial-SchneidklingenDieser Service hat Hunderten von Kunden geholfen, das Problem „Das Gefühl ändert sich, wenn ich den Lieferanten wechsle“ zu lösen. 7. Fallstudie Eine Lederzuschnittwerkstatt, die manuell zuschnitt, hatte Mitarbeiter, die extrem empfindlich auf das Schnittgefühl reagierten. Nach ihrer ursprünglichen Quelle von Kreisförmige Klingen Nachdem die Produktion eingestellt worden war, suchten sie nach Alternativen bei drei verschiedenen Lieferanten, waren aber mit allen unzufrieden. Die Klingen seien zu schwer und lägen nicht gut in der Hand. Ingenieure von Mingbai Technology führten daraufhin Tests vor Ort durch und ermittelten einen Schneidenwinkel von nur 16 Grad und einen Schneidenradius von lediglich 0,003 Millimetern. Nach der Reproduktion gemäß diesen Parametern war das Schneidgefühl wieder vollständig wiederhergestellt, und die Anwender bestätigten: „Genau so muss es sein!“ Abschluss Das Schneidgefühl ist kein Geheimnis, sondern ein messbarer technischer Parameter. Solange Sie mit dem Hersteller anhand der vier Begriffe Winkel, Radius, Oberflächenbeschaffenheit und Rundlaufgenauigkeit kommunizieren oder direkt ein Muster zur Verfügung stellen können, haben Sie die Möglichkeit, … Spezialklingen Die Werkzeuge, die das von Ihnen gewünschte Schneidgefühl perfekt nachbilden, sind bei Mingbai Mechanical Tool Technology Co., Ltd. genau richtig. Wir übersetzen Ihre Anforderungen an das Schneidgefühl gerne für Sie.Website: www.mingbaiblade.com

 E-Mail
: Mb@mingbaiblade.com
E-Mail
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988










 IPv6-Netzwerk unterstützt
|
Sitemap
|
Xml
|
Datenschutzrichtlinie
IPv6-Netzwerk unterstützt
|
Sitemap
|
Xml
|
Datenschutzrichtlinie


 de
de